





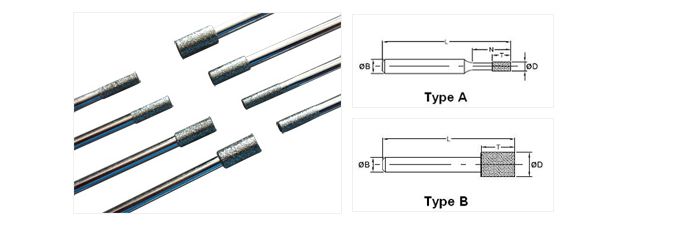
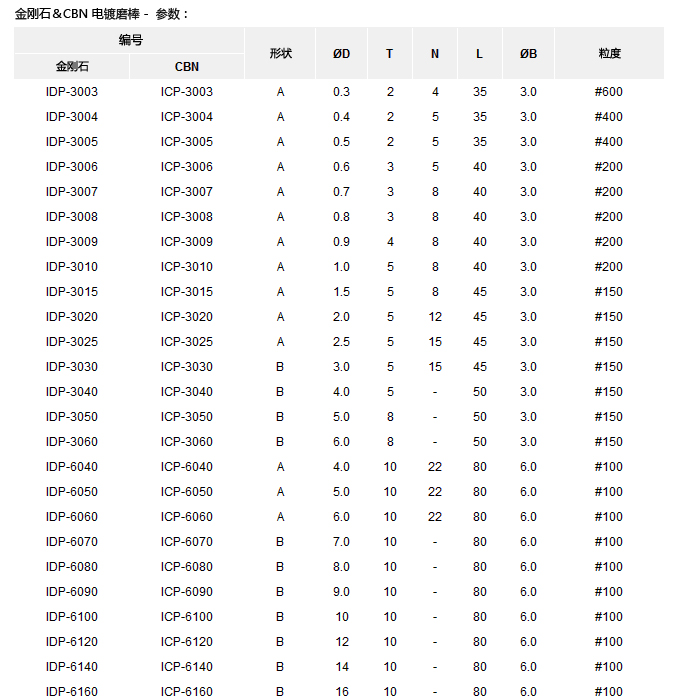
订制非标异型磨头 电镀锥形顶针磨头 CBN锥形磨棒 锥孔研磨 25D*30T*80L*10B*90V CBN150P





















附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降 低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |







免责声明:当前页为 订制非标异型磨头 电镀锥形顶针磨头 CBN锥形磨棒 锥孔研磨 25D*30T*80L*10B*90V CBN150P产品信息展示页,该页所展示的 订制非标异型磨头 电镀锥形顶针磨头 CBN锥形磨棒 锥孔研磨 25D*30T*80L*10B*90V CBN150P产品信息及价格等相关信息均有企业自行发布与提供, 订制非标异型磨头 电镀锥形顶针磨头 CBN锥形磨棒 锥孔研磨 25D*30T*80L*10B*90V CBN150P产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!
(c)2008-2025 世界工厂网V3.6 All Rights Reserved 豫ICP备2024066506号










