




模具自动剪浇口,切水口,模内自动切水口,模内切,模内热切,模内热切技术
模内热切技术成熟吗,模内切好用吗,模内切厂家,模内热切技术,模内热切系统
苏州自动切水口,模内自动切水口,模内切,模内热切,模内热切技术
2020年模具自动切水口 自动剪水口技术 切水口设备 苏州模内热切 模内切
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
背景技术:
现在人们对产品表面要求越来越高;因此,模具研发设计方面起到了决定性因素,一套模具的好坏决定了一款产品的质量。产品进胶选择在模具设计研发方面起到至关重要作用。
在浇制模型时形成的框架与零件的结合部位叫做水口,该部分是产品所不需要的多余部分,需要将其切除;而在现有技术的制作中是产品注塑出来后再次需要机器分离产品中的水口;由于不能一次性加工完成而需要经过多个加工环节,则会二次加工会进一步影响产品的良品率并且比较繁琐费时。
综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
针对上述的缺陷,本实用新型的目的在于提供一种模内热切模具,能够节约成本与加工时间,提高效率。
为了实现上述目的,本实用新型提供一种模内热切模具,包括有:
模具本体,其模内注塑成型加工件;
至少一模内切刀,设在所述模具本体内的所述加工件的水口处且与所述水口的边缘相契合;
驱动装置,与所述模内切刀连接以驱动所述模内切刀对所述水口切割。
根据所述的模内热切模具,所述驱动装置包括有:
接收所述模具本体发送的开模信号的接收模块;
根据所述开模信号控制所述模内切刀对所述水口进行切割的第一控制模块;
控制所述模内切刀复位的第二控制模块。
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
 点击添加图片描述(最多60个字)
点击添加图片描述(最多60个字)
根据所述的模内热切模具,所述模具本体设有发送模块以发送所述开模信号到所述驱动装置的所述接收模块。
根据所述的模内热切模具,所述模具本体还设有与所述发送模块连接用以发送所述开模信号的触控开关;和/或
所述发送模块与所述接收模块为无线通信连接或有线通信连接。
根据所述的模内热切模具,设有至少一推动缸与所述模内切刀连接以推动所述模内切刀对所述水口的边缘进行切割。
根据所述的模内热切模具,所述驱动装置设有至少一施压导管连接至所述推动缸以对所述推动缸施加压力推动所述模内切刀。
根据所述的模内热切模具,所述推动缸设有至少一释压导管用以释放压力并复位所述模内切刀。
根据所述的模内热切模具,所述推动缸设在所述模内切刀顶紧所述水口的另一面;和/或
所述推动缸设在所述模具本体的内部。
根据所述的模内热切模具,所述驱动装置为气压驱动装置或液压驱动装置。
优选的是,所述驱动装置为模内热切液压系统。
本实用新型所述的模内热切模具包括有:模具本体,其模内注塑成型加工件;至少一模内切刀,设在所述模具本体内的所述加工件的水口处且与所述水口的边缘相契合;驱动装置,与所述模内切刀连接以驱动所述模内切刀对所述水口切割。借此,本实用新型能够节约成本与加工时间,提高效率。
附图说明
图1为本实用新型优选实施例所述的加工件的结构示意图;
图2为本实用新型优选实施例所述的模内热切模具的结构示意图;
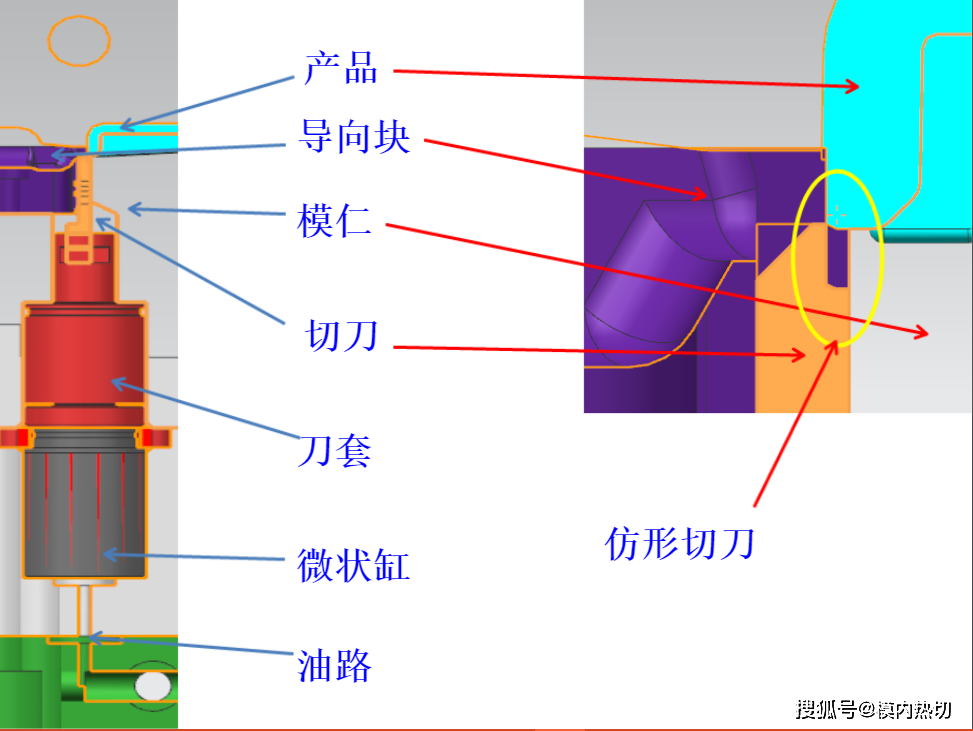
图3为本实用新型优选实施例所述的模内热切模具的模内结构放大图;
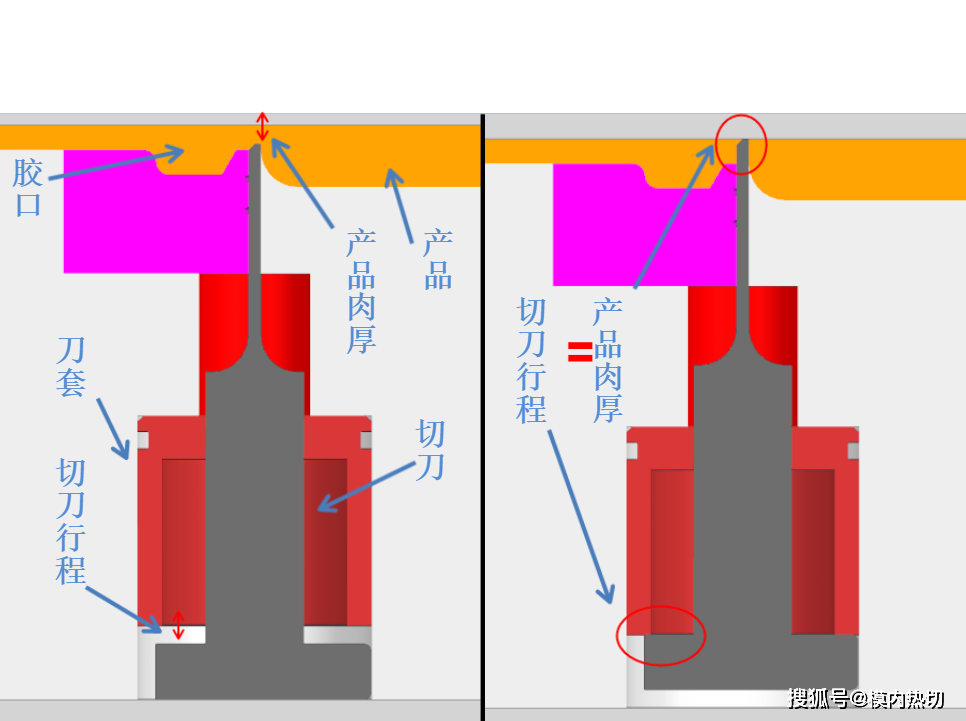
图4为图3结构图中所述模内切刀未切割前的A-A结构图;
图5为图3结构图中所述模内切刀切割后的A-A结构图;
图6为本实用新型优选实施例所述的模内热切模具的关系框图。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
图1为本实施例所需要加工的所述加工件201,所述加工件201为一吸尘器的结构组件,如图可看出在加工件201中有需要切除的水口202,该水口202是在注塑成型的过程中形成的多余部分,现有技术都是将加工件201注塑成型后取出再通过其他机器设备去除所述水口202,其过程繁琐且费时,效率不高。
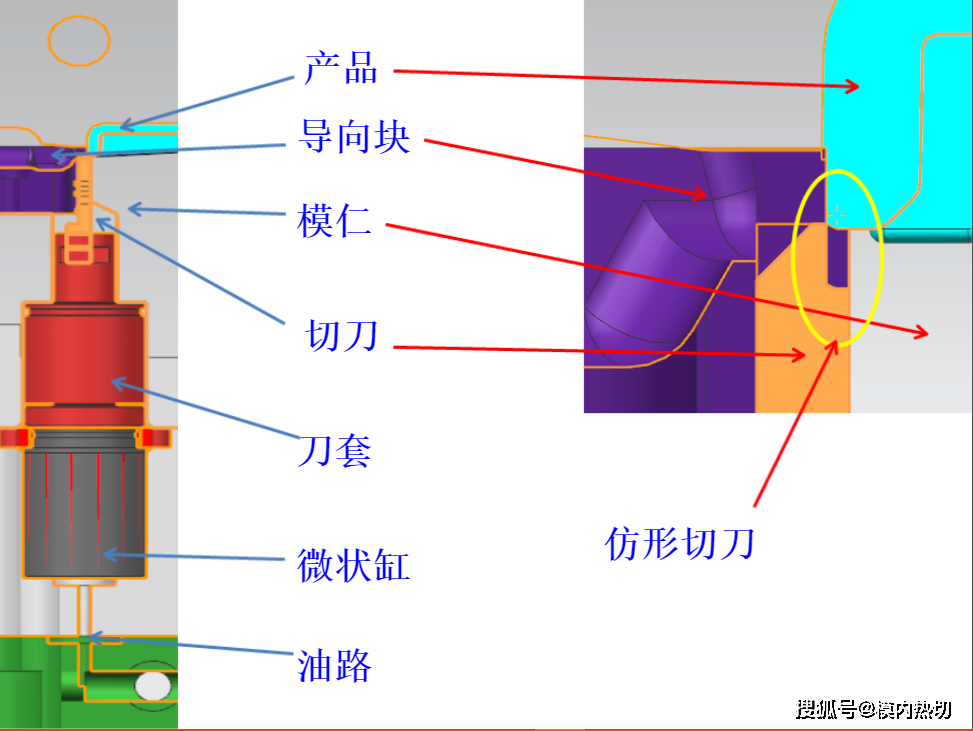
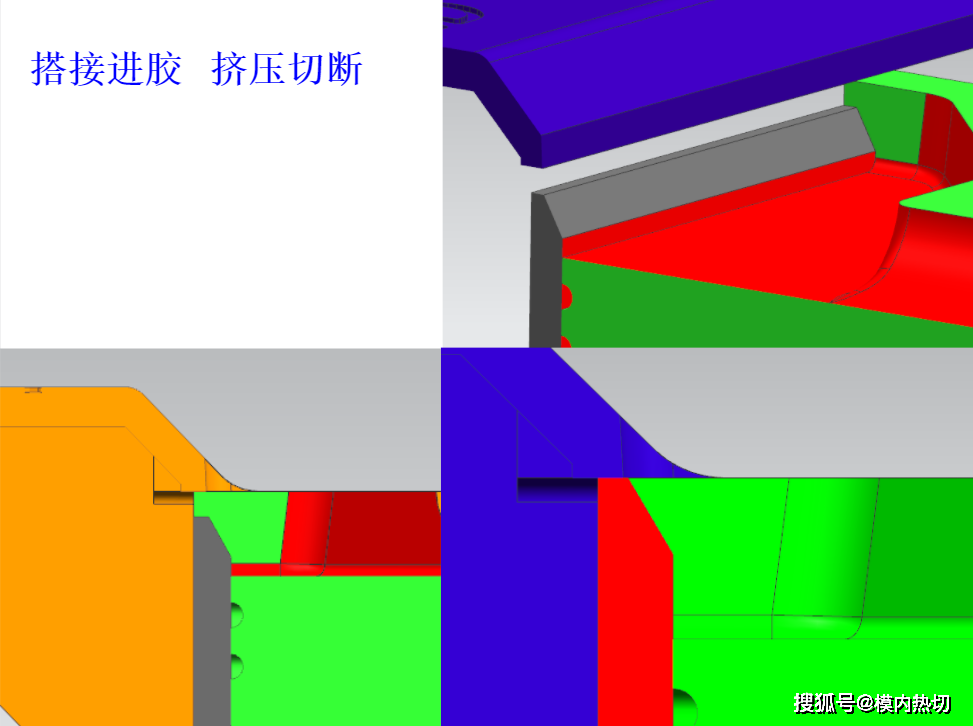
图2是本实用新型优选实施例的模内热切模具,包括有:模具本体10,其模内注塑成型加工件201;此时成型的加工件201还是带有水口202的待切割件。至少一模内切刀11设在模具本体10内的加工件201的水口202处且与水口202 的边缘相契合;驱动装置20,与所述模内切刀11连接以驱动模内切刀11对水口202切割。其中,所述模内切刀11设在模具本体10内注塑成型后的加工件 201的顶部且对应着加工件201上的水口202,模内切刀11的刀锋对应着加工件201与水口202的连接处,在驱动装置20的驱动下,所述模内切刀11可下压将加工件201上的水口202向下切离。该分离过程在模具本体10内进行,不需要取出再做进一步加工,即直接在注塑过程中将加工件201与水口202分离,避免了二次加工,节约了产品的加工时间与成本,并提高了加工效率。
本实施例的所述驱动装置20设在模具本体10的外部,当然也可集成到模具本体10上,如图6,所述驱动装置20包括有:
接收所述模具本体10发送的开模信号的接收模21;
根据所述开模信号控制模内切刀11对水口202进行切割的第一控制模块 22;
控制所述模内切刀11复位的第二控制模块23。
所述模具本体10设有发送模块111以发送所述开模信号到驱动装置20的接收模块21,还设有与所述发送模块111连接用以发送开模信号的触控开关 101。所述发送模块111与接收模块21可以为无线通信连接或有线通信连接,本实施例优选为所述发送模块111通过一导线211与所述接收模块21连接,开模信号即为加工件201注塑成型在指定切割位置上。
所述驱动装置20可以为气压驱动装置,也可以为液压驱动装置。所述驱动装置20优选为模内热切液压系统。
如图3,设有至少一推动缸12与模内切刀11连接以推动模内切刀11对水口202的边缘进行切割。本实施例的推动缸12优选为液压驱动缸,所述驱动装置20设有至少一施压导管212连接至推动缸12以对推动缸12施加压力推动模内切刀11。其中,所述施压导管212为高压油管;所述推动缸12设在模内切刀 11顶紧水口202的另一面且设在模具本体10的内部,如图,所述推动缸12设在模内切刀11的上端,且所述模内切刀11下端顶紧加工件201上的水口202;通过高压油管对推动缸12施压以推动模内切刀11向下移动以切离所述加工件 201上的水口202。所述推动缸12还设有至少一释压导管102用以释放压力并复位模内切刀11,可以是排气导管或排液导管。
图4~5所示,在模内切刀11对加工件201的水口202进行切割时,模内切刀11的下端恰好与水口202契合且不压住加工件201,由模内切刀11上的推动缸12推动将水口202下压到与所述加工件201分离。
具体工作原理为:模内热切液压系统20的接收模块21接收到模具本体10 的发送模块111发送的开模信号后,在指定时间后由第一控制模块22通过高压油管212输出高压到推动缸12,由所述推动缸12推动模内切刀11向下移动以将模内切刀11底部的水口202与加工件201分离开来;待一定时间冷却后,再由第二控制模块22控制推动缸12上的释压导管102开通释放压力,使得模内切刀11复位。具体是在水口202的底部设有一弹性组件,当释压导管102释放压力后,由该弹性组件向上顶所述水口202与模内切刀11向上复位,此时的水口202已经与加工件201断开连接,最终将模具本体10开模,取出加工件201 和水口202,避免了二次加工的繁琐,节约了加工时间与成本。
综上所述,本实用新型所述的模内热切模具包括有:模具本体,其模内注塑成型加工件;至少一模内切刀,设在所述模具本体内的所述加工件的水口处且与所述水口的边缘相契合;驱动装置,与所述模内切刀连接以驱动所述模内切刀对所述水口切割。借此,本实用新型能够节约成本与加工时间,提高效率。
当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
模内热选无锡节百力自动化设备有限公司,节百力模内热切,您值得拥有









免责声明:当前页为 模内热切技术产品信息展示页,该页所展示的 模内热切技术产品信息及价格等相关信息均有企业自行发布与提供, 模内热切技术产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!
(c)2008-2025 世界工厂网V3.6 All Rights Reserved 豫ICP备2024066506号








