





来图订制 蜗杆行业螺纹磨砂轮专用 金刚石修整滚轮 电镀法/烧结法 交期短 精度高

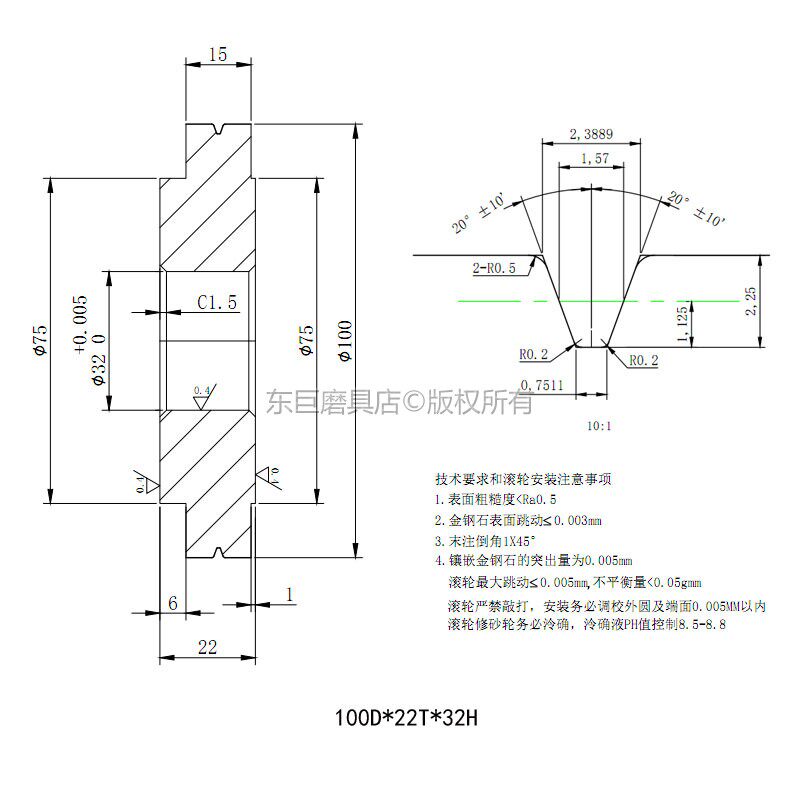
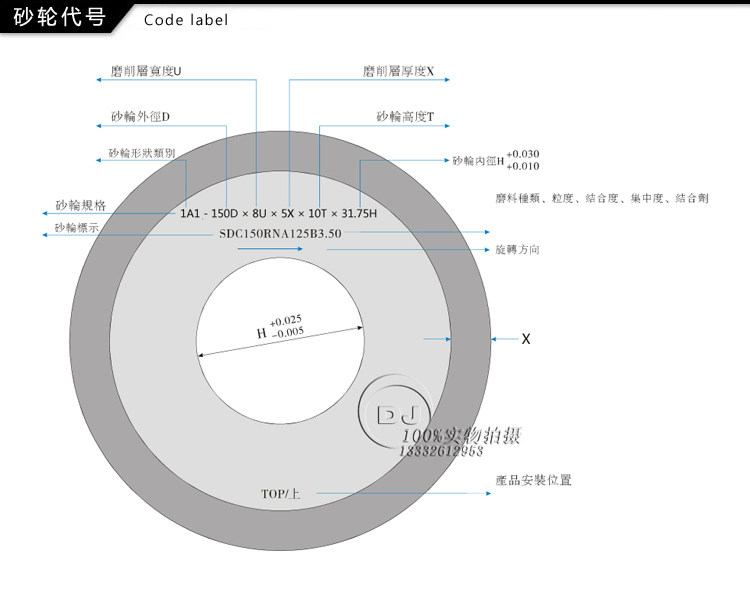
产品名称 | 金刚石修整滚轮 | 外径(D) | 100 | |
磨料类型 | 金刚石 | 高度(T) | 22 | |
结合剂类型 | 内镀法 | 内径(H) | 32 | |
成型角度(V) | 40 | 修整宽度(X) | 15 | |
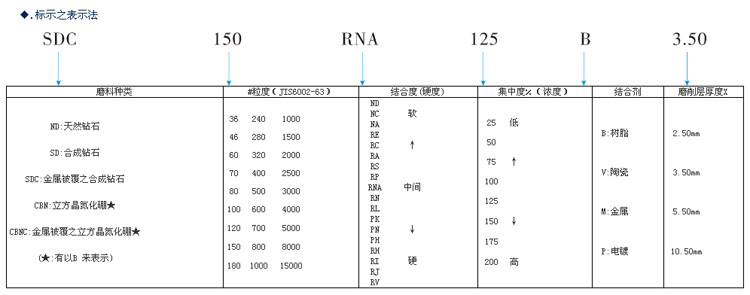
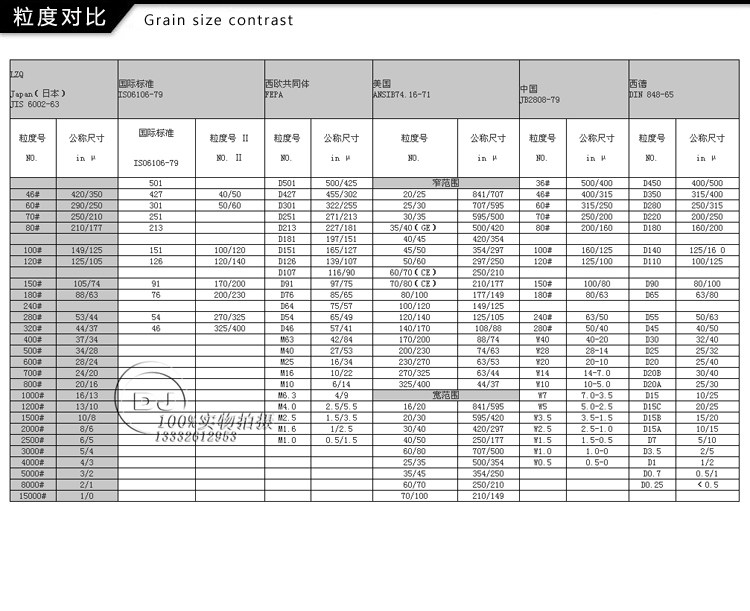
修整粒度范围(#) | 40# 60# 80# | |||
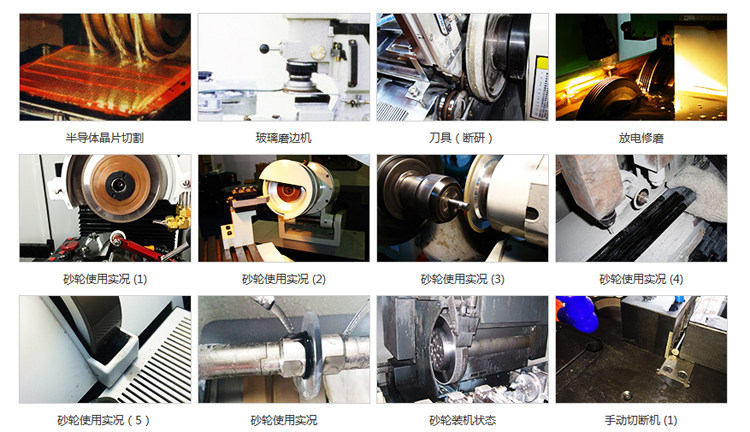
使用范畴: 金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。其特点是机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。 | ||||
























什么是金刚石滚轮(修整轮)?
金刚石滚轮,是用于大批量成型磨削的专用机床和齿轮磨床加工的高效率、高寿命、低成本的砂轮修整工具。
金刚石滚轮的工作原理
通过安装在磨床的修整装置上,金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。其特点是机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
滚轮使用注意事项
(1) 金刚石的粒度较被修整砂轮的粒度应粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36 # ~100 # 。 (2) 通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比( qd 值) 取+ 0. 3~ + 0. 7 较好,不得超过+ 1;修整时滚轮切入量以砂轮每转切入0. 5~1 μm 为宜,每次修整砂轮的总量应为0. 02~0. 04 mm;光修时间尽量压缩。 (3) 金刚石滚轮的制造误差应小于工件公差的1/ 2 左右,滚轮孔与安装轴承的配合间隙为2~4 μm。 (4) 可采用天然或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢专用金刚石SCD或高强度金刚石SMD。 (5) 滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。 (6) 金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。
金刚石滚轮的类别
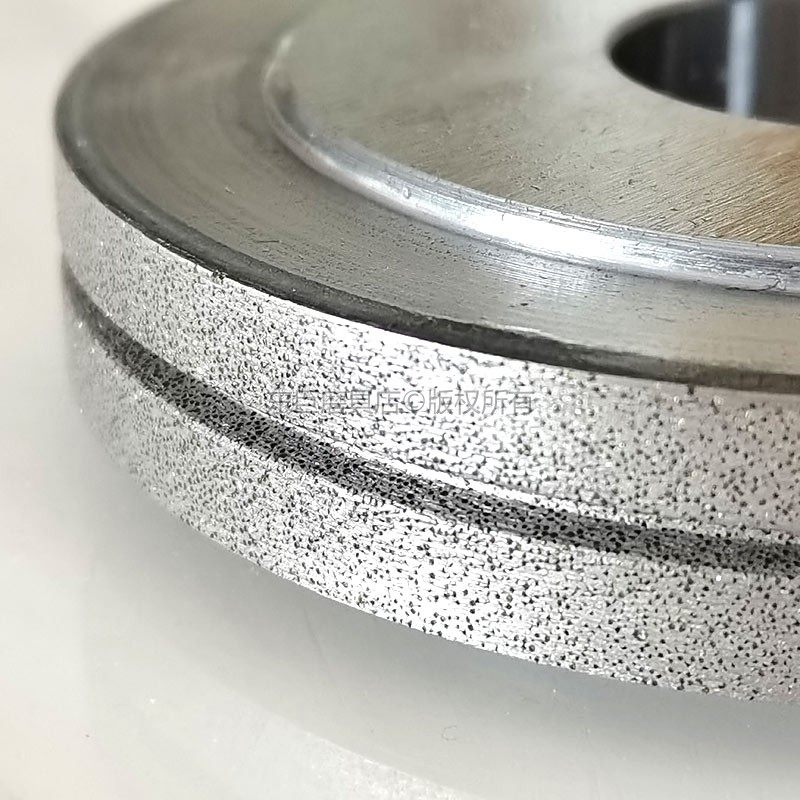
东巨磨具店的工程师介绍,砂轮修整是磨削加工中的关键,而金刚石滚轮是效率较高的修整砂轮的工具,目前常用的滚轮制作方法有两种,一种是烧结的金刚石滚轮,还有一种是电镀的金刚石滚轮。电镀的金刚石滚轮制造工艺是各种制造方法中制造精度和制造型面复杂程度*高的方法,其形面精度在0.005mm以上,通常采用内镀法制作,它适合制造各种类型且复杂型面的工件。
烧结的金刚石滚轮相对于电镀金刚石滚轮来说,质量也是不错的,它采用的是人工植入金刚石颗粒,操作员用气摄把金刚石一颗颗的按规则放好,然后再将基体整个镶嵌,*后再制作其它的工艺。我们一般在选择加工超硬的材质时,一般我们优先使用烧结的金刚石滚轮来修整的,且烧结滚轮的寿命是优于电镀滚轮的。















免责声明:当前页为 来图订制 蜗杆行业砂轮专用电镀金刚石修整滚轮 电镀/烧结法可选产品信息展示页,该页所展示的 来图订制 蜗杆行业砂轮专用电镀金刚石修整滚轮 电镀/烧结法可选产品信息及价格等相关信息均有企业自行发布与提供, 来图订制 蜗杆行业砂轮专用电镀金刚石修整滚轮 电镀/烧结法可选产品真实性、准确性、合法性由店铺所有企业完全负责。世界工厂网对此不承担任何保证责任,亦不涉及用户间因交易而产生的法律关系及法律纠纷,纠纷由会员自行协商解决。
友情提醒:世界工厂网仅作为用户寻找交易对象,就货物和服务的交易进行协商,以及获取各类与贸易相关的服务信息的渠道。为避免产生购买风险,建议您在购买相关产品前务必确认供应商资质及产品质量。过低的价格、夸张的描述、私人银行账户等都有可能是虚假信息,请您谨慎对待,谨防欺诈,对于任何付款行为请您慎重抉择。
投诉方式:fawu@gongchang.com是处理侵权投诉的专用邮箱,在您的合法权益受到侵害时,请将您真实身份信息及受到侵权的初步证据发送到该邮箱,我们会在5个工作日内给您答复,感谢您对世界工厂网的关注与支持!
(c)2008-2025 世界工厂网V3.6 All Rights Reserved 豫ICP备2024066506号











